專注(zhù)數控車床研發生產銷售
數控車床設(shè)備行業誠信廠家
全國(guó)服務谘詢(xún)熱線
0538-8606989
專注(zhù)數控車床研發生產銷售
數控車床設(shè)備行業誠信廠家
全國(guó)服務谘詢(xún)熱線
0538-8606989
聯係電話:0538-8606989
聯 係 人:宋經理
手機號碼:15264895829
公司郵箱:sxw@taianhaishu.com
QQ: 690569857
微信:690569857
郵 編:271000
公司地址:山(shān)東省泰安市岱嶽區山口工業園

掃描二維碼加微信(xìn)谘詢
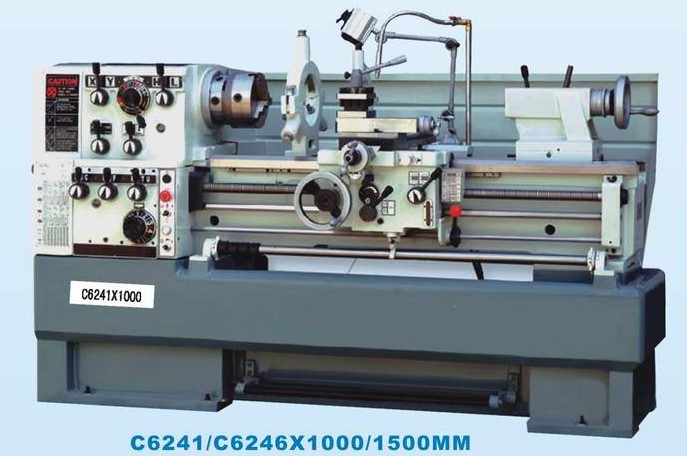
數控車床廠家淺談數控(kòng)車床較孔刀具
數控(kòng)銑床加工中心(xīn)上鉸孔所用刀具還有機夾硬質合金刀片單刃鉸刀及浮動鉸刀等。鉸孔刀具對已加(jiā)工孔進行微量切(qiē)削,鉸刀的工作(zuò)部分(切削刃部分)又分為(wéi)切削部分和校準部分。切削部分為錐形,承擔主要的切削工(gōng)作,校準部分包括圓柱和倒錐。其合理切削用量為;背吃刀量取為鉸削裕量(粗鉸裕量為0.15——0.35mm,精鉸裕量為0.05——0.15mm),采用低速(sù)切削(粗鉸鋼(gāng)件(jiàn)為5-7m/min,精鉸為2-5)進給(gěi)量一般為0.2-1.2mm,進給量太小會(huì)產生打滑和啃刮現象。同時鉸孔時要合理選擇冷卻液,在鋼材上鉸孔宜選用乳化液;鑄鐵件上鉸孔有時用煤油。
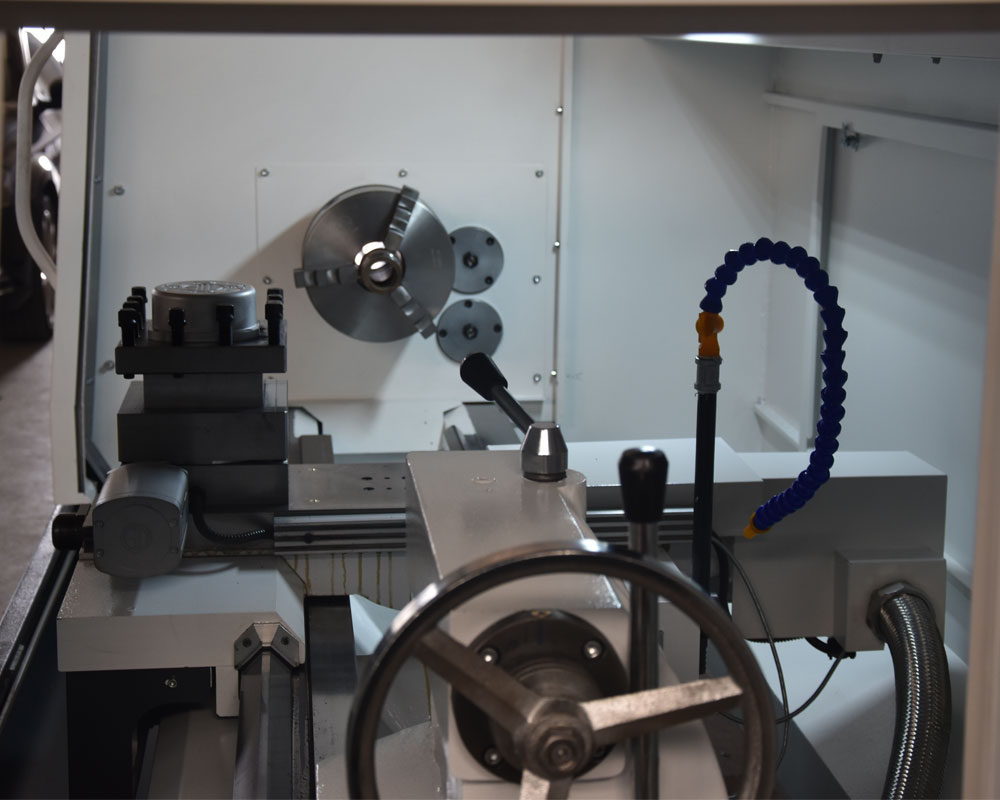
鉸孔時一種對孔半精加工和精加工的加(jiā)工方法,它的加工精度一般為lt9-lt6,表(biǎo)麵粗糙值(zhí)為r為1.6-0.4um,但鉸孔一般不能正孔的位置誤(wù)差。所以要求鉸孔之前,孔的位置精度應該由上一道(dào)工序保證。標(biāo)準機用較(jiào)刀如圖3.13所示。鉸刀(dāo)由工作部分、頸部和炳部組成,刀(dāo)柄形式有直柄,錐炳和套式三種。圓柱部分主(zhǔ)要起鉸刀的導向、加工孔的校準和秀光作用,倒錐主(zhǔ)要起減小鉸刀與孔壁的摩擦和防止孔徑擴大的作用。
數控車床研發,每一個問題我們(men)都不容忽視!
怎麽樣使我的設備機器擁有更長的使用壽命(mìng)?
怎麽樣讓設備具有更高的生產效率?
怎麽樣保證機器設備簡單易學?
... ...
了解(jiě)數控車床
從我們的網站開始!
全國(guó)谘詢服務熱線:0538-8606989



魯公網安備 37091102000105號(hào)