專注數控(kòng)車床研發生產銷售
數控車床設(shè)備(bèi)行業誠信廠家
全國服務谘詢熱線
0538-8606989
專注數控(kòng)車床研發生產銷售
數控車床設(shè)備(bèi)行業誠信廠家
全國服務谘詢熱線
0538-8606989
聯係電話:0538-8606989
聯 係 人:宋(sòng)經理
手機號碼:15264895829
公司郵箱:sxw@taianhaishu.com
QQ: 690569857
微信:690569857
郵 編:271000
公司地址:山東省泰安市岱嶽區山口工業(yè)園

掃描二維碼加(jiā)微信谘(zī)詢
數控車床(chuáng)前對刀原(yuán)理及對刀方(fāng)法
數控車床前(qián)對刀原理及對刀方法(fǎ):對刀是數控加工中的主要(yào)操作和重要技能。在(zài)一定條件下,對(duì)刀的精度可以決定零件的加工精度(dù),同時,對刀效率還直接影響數控(kòng)加工效率。 僅僅(jǐn)知道對(duì)刀方法(fǎ)是不夠的,還(hái)要知道數控係統的各種對刀(dāo)設置方式,以及這些方式(shì)在加工程序中的(de)調用方法(fǎ),同時要知(zhī)道各種對刀方式的優缺點、使用條件(下(xià)麵的論述(shù)是以FANUC OiMate數控係統為例)等。
1. 為什麽要對刀

一般來說(shuō),零件的數控加工編程和上機床加工是分開進行的。數控編(biān)程員根據零件的設計圖紙(zhǐ),選定一個方便編程的坐標係及其原點,我們稱之(zhī)為程序坐標係和(hé)程序原點。程序原點一般與零件的(de)工藝基準(zhǔn)或設計基準重合,因(yīn)此又稱作工件原點。
數控車床通電後,須進行(háng)回零(參考點)操作,其目的是建立數控車床進行位置測量、控製、顯示的統一基準,該點就是所謂的機床原點,它的位置由機床位置傳感器決定。由於機床回零後,刀具(刀尖(jiān))的位置距離機床原點是固定不變的,因此,為便於對刀和加工,可將機床回零後刀尖的位置(zhì)看作機床原點。
在圖1中,O是程序原點,O'是機(jī)床回零後以刀尖(jiān)位置為參照的機床原點。
編程員按程序坐標(biāo)係中的坐標數據編製刀具(刀尖)的運行軌跡。由於刀尖(jiān)的初始位置(機床原點)與程序原點(diǎn)存在X向偏移距離和Z向偏移距離,使得實際的刀尖位置與程序(xù)指令的位置有同樣的偏移距離,因此,須將該距離測量出來(lái)並設置(zhì)進(jìn)數控係統,使係(xì)統據此調整刀尖(jiān)的運動軌跡(jì)。
所謂對刀,其實質就是側量程序原點與機床原(yuán)點之間的偏移距離並設置程序原點在以刀尖為參(cān)照的機床坐標係裏的坐(zuò)標。
2. 試切對刀原理
對刀的方法有很多種,按對刀的精度可分為粗略對刀和精確對刀;按是否(fǒu)采用對刀儀可分為手動對刀和自動對刀;按是否采用基準刀,又可(kě)分為絕對對刀和相對對刀等。但無論采用哪種對刀方式(shì),都離不開試(shì)切對刀,試切對刀是根本(běn)的對刀方法。
以圖2為例,試切對刀步驟如下:
①在(zài)手(shǒu)動操作方式下,用所選刀具在加(jiā)工餘量範圍內(nèi)試(shì)切工件外圓,記下此時顯示屏中(zhōng)的X坐標值(zhí),記為Xa。(注意:數控車(chē)床顯示和編程的X坐標一般(bān)為(wéi)直徑值)。
②將刀具沿+Z方向退回到工件端麵餘量處一點(假(jiǎ)定為α點)切削端麵,記(jì)錄此時顯示屏中的Z坐標值,記為Za。
③測量試(shì)切後(hòu)的(de)工件外(wài)圓直徑(jìng),記為φ。
如果程序原點O設在工(gōng)件端麵(一般必須是(shì)已經精加工完畢的端麵)與回轉中心的交(jiāo)點,則程序原點O在機床坐標係中的坐標為(wéi)
Xo=Xa-φ(1)
Zo=Za
注意:公式中(zhōng)的坐標值(zhí)均為負值。將Xo、Zo設置 進數控係統即完成對刀設置。
3. 程序原(yuán)點(diǎn)(工件原點)的(de)設置方式
在FANUC數控係統中,有以下幾種設置程序原點的方式:①設置刀具偏移量補償;②用G50設置刀具起點;③用(yòng)G54~G59設置程序原點;④用“工件移”設置程序原點。
程序原點設置是對刀不可缺少的組成部分。每種設置方法有不同的編程使用方式(shì)、不同的應用條件和不同的工(gōng)作效率。各種設置方式可以組合使用。
(1)設置刀具偏移量補償車床的刀具補償包括刀具的(de)“磨損(sǔn)量”補償參數和“形狀”補(bǔ)償參數,兩者之和構成車刀(dāo)偏移(yí)量補償參數。試切對刀獲得的偏移一般設置在“形狀”補償(cháng)參數中。
試切對刀並設置刀偏步驟如下(xià): ①用外圓(yuán)車刀試車-外圓,沿+Z軸退出並保持X坐標不變。
②測量外圓直徑,記為φ。
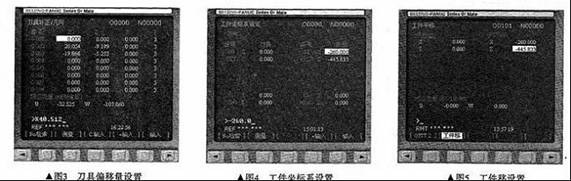
③按“OFSET SET”(偏移(yí)設置(zhì))鍵→進入“形狀”補償參數設定界麵→將光標移(yí)到與刀(dāo)位號(hào)相對應(yīng)的(de)位(wèi)置後,輸人Xφ(注意(yì):此(cǐ)處的φ代表直徑值,而不是一符號,以下(xià)同),按“測量”鍵,係統自動按公式(1)計算出X方向刀(dāo)具偏移量(如圖3所示)。
注意(yì):也可(kě)在對應位置處直接輸人經計算或從顯示屏(píng)得到的數值,按“輸人(rén)”鍵設置(zhì)。④用外圓車刀試車工件端麵,沿+X軸退出並保持Z坐標不變(biàn)。
⑤按“OFSET SET”鍵→進人“形狀”補償(cháng)參數設定界麵→將光標移到(dào)與(yǔ)刀位號相對應的位置後,輸人Zo,按(àn)“測量”鍵,係統自動按公式(1)計算出Z方向(xiàng)刀具偏移量。同樣也可以自行“輸入”偏移量。
⑥設置的刀具偏移(yí)量在數控程序中用T代碼調用。
這(zhè)種方式具有易懂(dǒng)、操作簡單、編程(chéng)與對刀可以(yǐ)完全分開進行等優點。同時,在各種組合設(shè)置方式中都會用到刀偏設(shè)置,因此在對刀中應用為普遍。
(2)用G50設置刀具起(qǐ)點
①用外圓車刀試車一段外圓,沿+Z軸退至端麵(miàn)餘量內的一點(假定為a點)。
②測量外圓直徑,記為φ。
③選擇“MDI”(手動指令輸入)模式,輸人GO1 U一φF0. 3,切端麵到中心(程序原點)。
④選擇“MDI”模(mó)式,輸人G50 X0 ZO,按“啟(qǐ)動”按鈕(niǔ)。把刀尖當前位置設為機床坐標係中的坐標(0,0),此時程序原點與機床原點重合。
⑤選擇“MDI”模式,輸(shū)入GO X150 2200,使刀(dāo)尖移動到(dào)起刀點。該點為刀具離開(kāi)工件、便於換刀的任意位置,此處假設為b點,坐標為(1.50、200)。
⑥加工(gōng)程序的開頭必(bì)須是G50 X150 2200,即把刀尖(jiān)所在位置設為機床坐標係的坐標(150,200)。此時刀尖的程序坐標(150,200)與刀尖的機(jī)床坐標(150,200)在同一位置,程序原點(diǎn)仍與機床原點重合。
⑦當用G50 X150 2200設置刀具起點(diǎn)坐標時,基準刀程序起點位置(zhì)和終(zhōng)點位置必須相同(tóng),即在程序(xù)結束前,需用指令GO X150 2200使基準刀具回到同一點(diǎn),才能保證重複加工不亂刀。
⑧若(ruò)用第二參考點G30,並在數控係統的參數裏將第二參考點設為起刀點位置,能保證重複加工不亂刀(dāo),此時程序開頭為:G30 UO WO; G50 X150 Z200。
⑨若不用上述③、④、⑤步驟中(zhōng)的GO1 U~φF0.3、G50 XO ZO.GO X150 2200指(zhǐ)令來獲(huò)得起刀(dāo)點位置,也可用下述公式計算(suàn)指定起刀點(diǎn)在機床坐標係(顯示屏(píng))中(zhōng)的坐標:
Xb=Xa-φ+150(2) Zb=Za+200
然(rán)後用點動或脈衝操作,使(shǐ)刀尖移動到(Xb,Zb)位置。
泰安(ān)海數專業為您生產提供數控車床,山東數控車(chē)床,cnc數控車床廠家,要了解(jiě)更多(duō)關於(yú)數控車床,cnc數控車床的信息(xī)請來電谘詢!
芒果视频污數機械製造有限公司 技術中心 供稿
2011年9月16日
數控車床研發,每一個(gè)問題我們都不容忽視!
怎麽樣使我的設備機器擁有更長的(de)使用壽命?
怎麽(me)樣讓設備具有更高的生產效率?
怎麽樣保證機器設(shè)備簡單易學?
... ...
了解數控車床
從我們的網站開始!
全國谘詢服務熱線:0538-8606989



魯公網安(ān)備 37091102000105號